Springiness of Round Enameled Wire
Springiness of Round Enameled Wire is one of important performance in accordance with the IEC standards to ensure the quality of Round Enameled Wire. How to improve the performance, the article introduce how to operate the enameling machine, during the manufacturing process of enameled wire, the worker shoule be focus on some points.
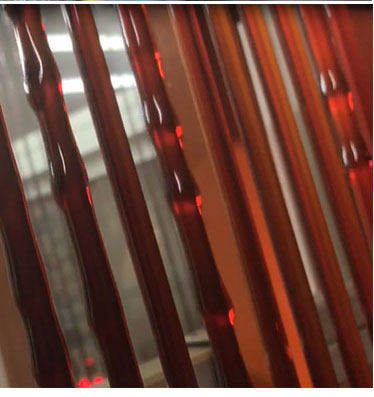
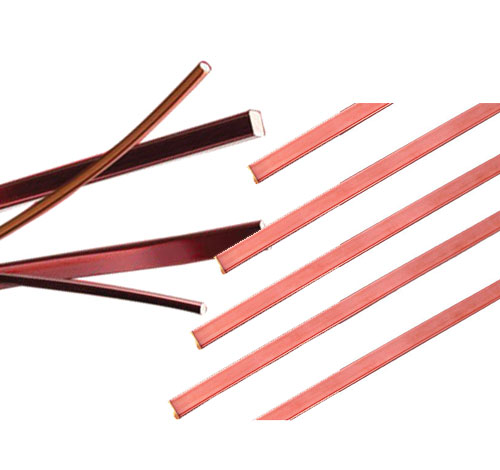
In the normal operation of the enamel machine, most of the operator’s energy and physical strength are consumed in the unloading part. The transfer of the unloading tray makes the operator pay a lot of labor, and it is easy to cause production quality problems and operation failures when replacing the joints. The effective method is high-volume revenue. The key is to control the tension. The tension will not only thin the conductor and make the surface of the wire lose its brightness, but also affect the performance of the round enameled wire. The appearance of the wire is thin, and the gloss of the enameled wire is poor; from the performance point of view, the elongation, resilience, flexibility, and thermal shock of the enameled wire are all affected. If the tension of the pushrod is too small, the line will easily jump due to parallelism, and the line will touch the furnace mouth. When setting the wire, it is afraid that the half-ring tension is too large and the half-ring tension is small. This will not only cause the wires to loosen, bundle, and thin the cross-section, but also cause the oven wire to jump greatly, leading to parallel connection and wire collision failure. The tension should be released evenly and appropriately.

Installing a supercharger wheel before the annealing furnace is very helpful for tension control. The maximum non-extension tension of soft copper wire at room temperature is about 15kg/mm2. At 400℃, the maximum non-extension tension is about 7kg/mm2; at 460℃, the maximum tension will not extend by 4kg/mm2; At ℃, the maximum tension will not extend by 2kg/mm2. In a normal enameled wire coating process, the tension of the enameled wire is significantly smaller than the tension and the tension will not be extended. It needs to be controlled at about 50%, and the release tension is controlled at about 20% of the non-extended tension.
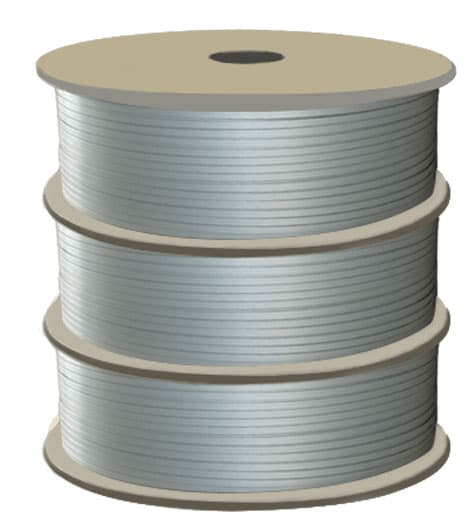
Large-scale and large-capacity spools are generally released by radially rotating wires; medium-sized wires are generally used for end-type or brush-type wire release; ultra-fine wires are usually released by brush-type or double-cone-type wires. No matter which method is used to place the wires, there are strict requirements on the structure and quality of the bare copper wire reel. The surface should be smooth to ensure that there is no scratch on the wire spool and the side plate. The inner and outer sides have a radius of 2-4mm. In order to ensure that the balance release spool is processed during the pay-off process, the diameter of the core wire required for the dynamic and static balance release brush must be tested: the diameter of the side plate is less than 1:1.7; the release end time is required to be less than 1:1.9, otherwise, the release is The wire will break when cored.