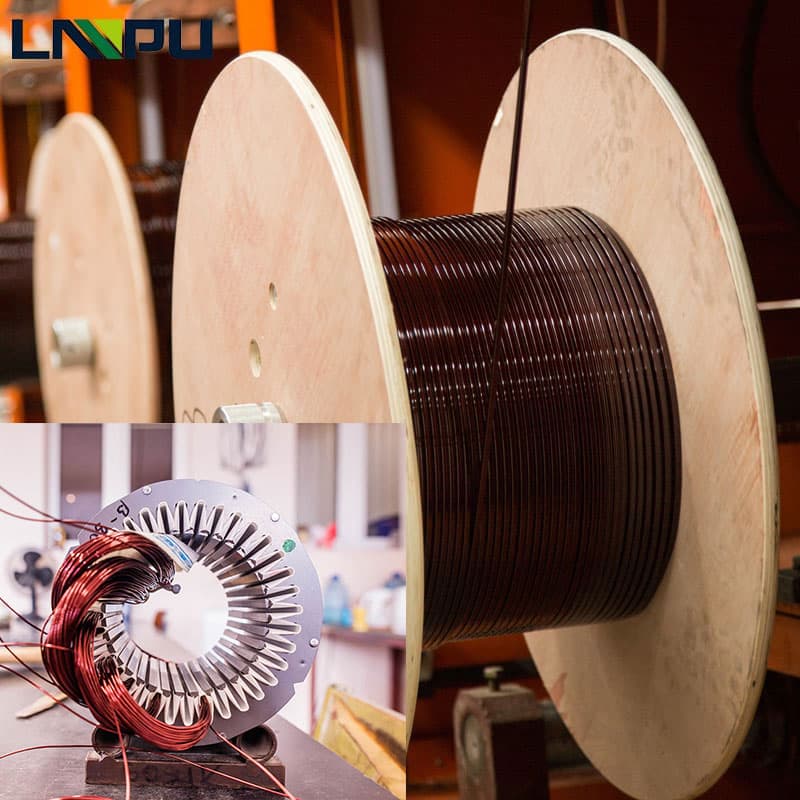
Enameled aluminum/alluminium winding wire in china
Performance comparison of Enameled aluminum wire in china:
The space factors of magnet wires are compared in the right figure. The space factors of enamelled wires are superior to those of other wires for winding, as are their electrical properties. However, more careful examination must be made of the following properties as compared with other wires.
Product Range:
* wire strip thickness a: 0.80–7.0mm;
* Wire strip width b: 2.0–16.0mm;
* Recommended width ratio of conductor: 1.4 £¼ b/a £¼ 8.0;
* Temperature Class(¡æ) : 130,180, 200, 220;
* Standard : IEC60317-0-2,IEC60317-29 MW36-A;
* Bobbin : 30/50kg wooden spool,plastic spool,we can customize the length according to customer demand;
Special size can be made with discuss.
Material :
Drawing or extruding bare Aluminum magnet wire confirm to National Standard, smooth surface, no defects ;Good performance,Insulation varnish.
Feature:
* High thermal class;
* High chemical stability;
* Good mechanical properties;
* High breakdown voltage, good formability;
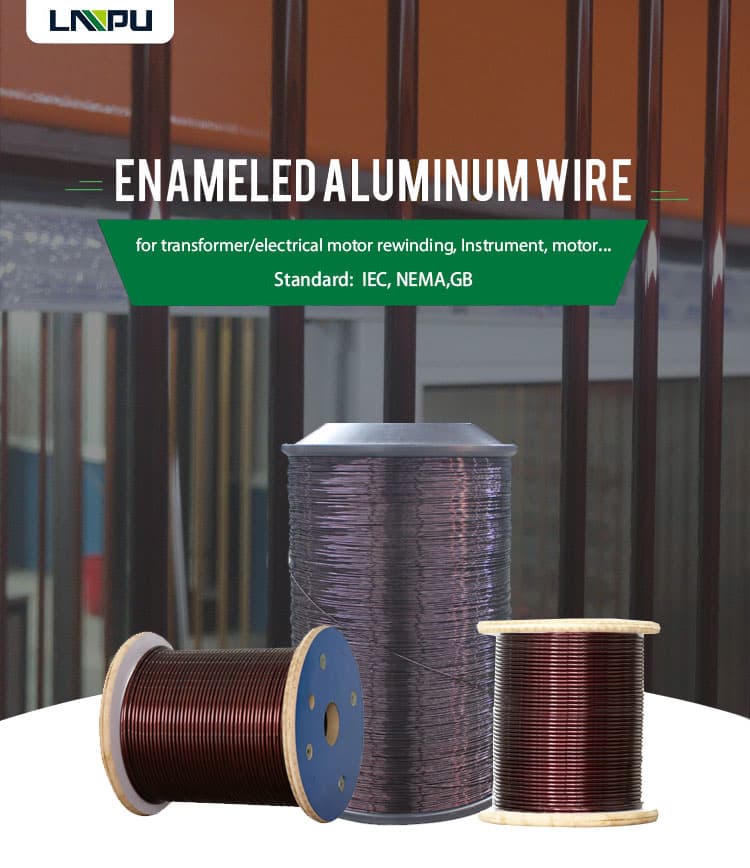
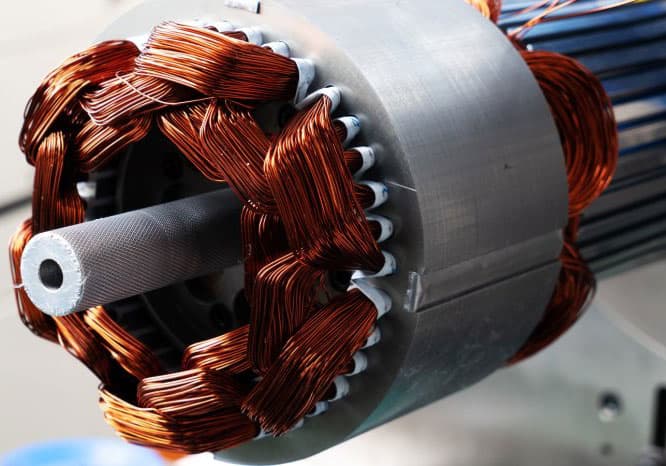
Application
Transformers, generators, refrigeration systems, class C generators, UPS power supplys, electronic transformers;
Enamelled wire specification :
1. Pin hole and crazing
Enamelled wires develop a few pin holes as film thickness decreases, in rare cases. For PVF and UEW, however, contact with water or solvents when coatings are strained by bending or stretching may cause minute cracking, resulting in the formation of numerous pin holes. This phenomenon is generally called crazing.
Applying heat (curing) prior to contact with water or solvents causes pin holes to disappear.
2. Flexibility
A winding test judges coating flexibility and is usually applied to round wire with a diameter of 0.37 mm or more.
3. Elongation
A stretching test judges coating flexibility. Wires demonstrate very similar tendencies.
For round wire with a diameter of 0.35 mm and under, and for rectangular wire, coating flexibility is usually judged using the stretching test.
4. Breakdown voltage
One of the advantages of enamelled wire is its high dielectric strength depending on film thickness.
Although absolute values vary depending on the measurement method, all types of wire have similar dielectric strength values in a normal state.
5. Abrasion
An abrasion test judges the mechanical strength of the coating. A uni-directional abrasion test and a reciprocating abrasion test are generally conducted.
In both tests, AIW shows the best results, followed by PVF. On the other hand, UEW and IMW have low abrasion resistance; special care must be taken during the winding process. In recent years, it has become necessary to improve the workability of winding wires.
Self-lubricating enamelled wire, of which the upper layer is baking-finished with a thin layer of lubricant with a superior lubricity, is excellent in abrasion resistance. Thus, the coating is difficult to be scratched from damage during the winding process. Accordingly, self-lubricating enamelled wire is variously used. See pages 16 and 17 for self-lubricating enamelled wire.
6. Resistance to solvents,chemicals,and oil
IMW and AIW have the best solvent resistance and remain unaltered by solvents in most cases.
UEW tends to be slightly eroded by alcohol solvents.
IMW and PEW are not alkali-resistant but are stable with respect to other chemicals.
Table 3 shows solvent resistance. It’s necessary to select the varnish of wire with consideration of for these solvents.
There is almost no difference in oil resistance in the insulation coating.
7. Hydrolyability
An enamelled wire film is an organic polymer material with which wires are baking-finished. Some types are prone to hydrolytic degradation. A sealed hydrothermal degradation test is an accelerated test for evaluating hydrolytic degradation of enamelled wire. In this method, an enamelled wire and water are put together in a sealed container and heated at 100?C or more in order to obtain the retention of breakdown voltage, with which the hydrolyzability of the wire is evaluated.
For the breakdown voltage properties of enamelled wire after sealed hydrothermal degradation, as shown in Figure 3, PEW is the most prone to hydrolytic degradation and thus exhibits the largest decrease in breakdown voltage, followed by IMW. On the other hand, AIW and KMK-22A are far superior in resistance to hydrolytic degradation.
8. Water resistance under electric charging
Adhesion of salt water or dust particles to an enamelled wire during the passage of a current accelerates charge degradation of its coating. A water resistance test under electric charging is a method for evaluating this property.
As shown in Table 4, AIW and KMK-22A have the best charge water resistance, followed by AMW-XV and KMK-20E respectively.
When an enamelled wire is used in equipment subject to salt water or dust particles, special care must be taken in selecting thereof.
9. Heat shock
Applying heat to a distorted film may cause the development of cracks. This phenomenon is generally called thermal shock, which is an important characteristic for determining bend radius and dry temperature during coil forming.
In comparison at the same temperature, IMW, AIW, KMK-22A,KMK-20E, AMW-XV, EIW-A and PVF show excellent thermal shock resistance and develop no cracking when bent with a bending diameter equal to the conductor width. IMW and AIW in particular show satisfactory results under high temperature conditions of 350?C. PEW is inferior to these wires; care must be taken with application.
10. Thermal endurance
It is desirable to determine the life span of enamelled wires through a test in line with actual usage conditions. The test method and judgment criteria require examination in many aspects. A number of study results have been reported on this.
Figure 4 shows the test result of a comparison of life spans of enamelled wire with no varnishing applied in accordance with IEC60172. Based on the combination, coil-varnished enamelled wire will not necessarily have a better life span than untreated enamelled wire.
A combination of an enamelled wire and a varnish with a higher heat resistance generally results in an improved heat life. Some heat-resistance enamelled wires higher than Class-F, however,have a large impact on the life span depending on the type of varnish. Due consideration must be given in selecting the varnish.
11. Allowable overload characteristics
Enamelled wire is used for wound coil of motor or transformer.Equipment may be overloaded temporarily for some reason. Some enamelled wires resist overcurrents, while others do not.
An allowable overload test is conducted to evaluate the allowable overload characteristics.
Figure 5 shows the allowable overload characteristics of enamelled wire, indicating that in general enamelled wire, with higher resistant temperature, show better performance.
12. Solderability
When soldering coil terminals during electrical work, coatings are generally separated before soldering. However, UEW allows you to generally perform soldering without separating coatings.
13. Resistance to refrigerants
The refrigerant can penetrate easily into the enamel wire, so sufficient caution is required during use.
14. Resistance to varnish
Recently, electrical equipment is decreasing in size and weight and increasing in capacity in terms of a single machine while promoting high reliability and safety. Therefore, insulation systems with high reliability and economic efficiency are needed.
To meet this demand, accurate evaluation is required of whether an insulation system using electrical insulating materials such as enamelled wire, treatment varnishes, and tapes can deliver substantial performance intended under the usage conditions. New heat-resistance enamelled wire particularly tends to show deterioration in heat life as an insulation system depending on the type of treatment varnish (particularly epoxy system varnish). Thus, the evaluation of compatibility between an enamelled wire
and a treatment varnish is the most important functional evaluation test.
On the other hand, in the coil manufacturing process for electronics manufacturers, enamelled wire is wound around coils while being elongated, twisted, bent, or abraded. After preliminary drying at a given
temperature, the wire is varnish-treated by means of impregnation or dropping. Enamel films deteriorated in the machining process, however, are susceptible to thermal stress at high temperatures during varnish hardening and to chemical attacks by varnish solvents and varnish components. Due to the recent rationalization of electrical work, the conditions of use for enamelled wire are becoming harsher than ever with respect to processes and materials. Greater importance is being placed on the evaluation of compatibility between enamelled wire and treatment varnishe – not only heat life evaluation with the assumption about the compatibility during equipment operation but also the evaluation of compatibility during varnish treatment.
As for the combination of an enamelled wire and a treatment varnish, the results of compatibility evaluations greatly differ depending on the hardening temperature of the treatment varnish, blending quantity of the curing agent, presence of preliminary heating, as well as the application purpose of the equipment. Therefore, compatibility must be checked before designing an insulation system.
15. Self-lubricating enamelled wires
As electrical equipment grows more sophisticated and smaller in size and weight, recent years have seen advances in the area of coil space factor. In addition, the rationalization of the winding process has led to high-speed winding of enamelled wire. Therefore, enamelled wire is becoming more susceptible to greater damage than ever during winding.
On the other hand, as coil-wound end product is required to have high reliability, the need for enamelled wire that can endure under harsh winding conditions has been growing.
Self-lubricating enamelled wire can meet such needs, as it has excellent lubricating properties and abrasion resistance.
As Figure 6 shows, self-lubricating enamelled wire comes in three types, of which usage is determined depending on the application.
16. Self-bonding enamelled wire
Self-bonding enamelled wire is enamelled wire that allow coils to be adhered by heating or applying solvent during or after coil winding. As Figure 9 shows, a self-bonding enamelled wire has an internal insulation layer and a bonding layer as the outside periphery.
Self-bonding enamelled wire is provided with insulation properties at the insulation layer and bonding functionality for coil at the bonding layer.
(1) Example of bonding characteristic by heat activation
For electrical equipment or induction cooker, the wire is heat activated for bonding in a thermostatic chamber or similar device after coil winding.
(2) Bonding strength at high temperatures